To determine why the ration along the feedbunks was so inconsistent, a nutritionist for a 1,000-cow dairy in the Upper Midwest recently asked for a TMR audit. His situation nicely showcases what data from more than 1,000 TMR audits in five years revealed.


TMR audit
Each TMR audit begins with a nutritionist or producer who wants the most from the herd’s rations, i.e., the highest production levels and best herd health possible.
Arriving early, before the feeder, I review the silage face and mixing area, then record the mix order, watch the mixing and sample three TMR loads of lactation mix.
The feeder mixed the first load for two minutes after adding the last ingredient.
Large clumps of haylage and chunks of ground corn that had steeped overnight in a liquid whey showed in the top screen of the Penn State shaker box. See Figure 1 .
To correct for this, the mix time was increased to four minutes for the second load, and the consistency of the TMR improved dramatically.
See Figure 2 . A large reduction occurred in variation for the top, middle and bottom screens between loads one and two.
The coefficient of variation (expressed as a percentage) for the middle and bottom screens of the shaker box was reduced from an average of 15.0 percent to 6.6 percent.
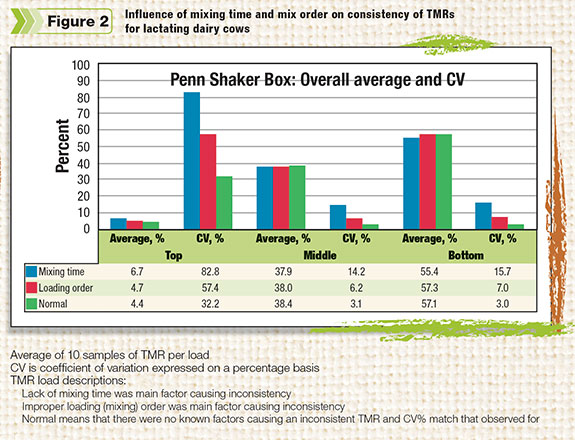
The variation for load two, however, was still unacceptable.
Our TMR audit database shows that the top 25 percent of TMR loads has a coefficient of variation of 3 percent or less for the middle screen and pan of the shaker box.
Investigation
The current variation needed to be halved. To do so, other factors contributing to the variation needed to be identified.
Factors were ruled out or de-bottlenecked based on first-hand experience and visual observations during the loading and mixing process.
The dairy, for instance, used a new twin-screw vertical mixer wagon. Its augers, blades and kicker plates were in excellent condition.
The wagon was mounted level on the tractor hitch and was not overfilled. The hay was processed ahead of time, and the liquid was blended with the ground corn in a pre-mix.
The only factor remaining for consideration was the loading or mix order.
For loads one and two, the mix order was:
• Put mixer in low gear and turn off the power take-off (PTO)
• Load corn silage
• Load haylage
• Put mixer in low gear, turn on PTO
• Load commodity premix
• Load corn-wet cake blend
• Mix two minutes
Haylage and corn silage normally are added last. Lower-inclusion ingredients, such as corn and commodity premixes, are added earlier to optimize their mixing. For the third load, the mix order was changed to:
• Put mixer in high gear and turn off the PTO
• Load commodity premix
• Load corn-wet cake blend
• Turn on PTO and mix for 1.5 minutes
• Put mixer in low gear and turn off the PTO
• Load corn silage
• Load haylage
• Mix four minutes
By changing the mix order, a very consistent TMR resulted which met the TMR audit standards. The change allowed the corn-wet cake blend and commodity premix to be mixed before the remaining ingredients were added. In addition, the mix time at the end was increased by four minutes.
The cause of the dairy’s TMR inconsistencies had been identified, and the bottlenecks had been removed.
Industry insights
Mix order and mix time are among the seven key factors affecting TMR consistency which were identified when five years of data from the ongoing U.S. Penn State shaker box studies were analyzed.
According to the 1,000-study database, each key factor may have a similar, negative impact on TMR consistency.
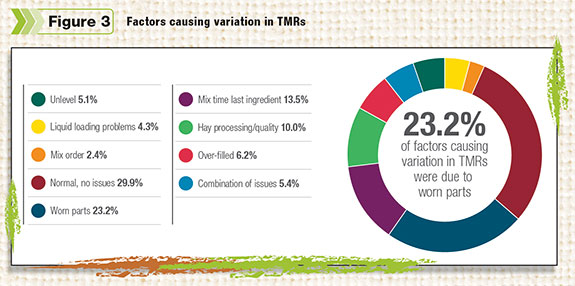
The seven key factors are:
• Worn mixer parts – blades, kicker plates and augers
• Too little mix time after the last ingredient is added
• Poor-quality and underprocessed hay
• Overfilled mixer wagons
• Unlevel wagons
• Improper loading of liquid
• Mix order not optimized PD
Oelberg has a Ph.D. in dairy nutrition from Ohio State University and is employed by Diamond V as a dairy technical service specialist based in Minnesota.

Thomas Oelberg
Field Technical Specialist
Diamond V
Evaluations
Each TMR audit includes an evaluation of:
1. Silage face management to assure minimal nutrient shrink and variation
2. TMR loading, mixing and delivery
3. Mixing equipment maintenance
4. Mixer performance – TMR loads are sampled at 10 locations along the feedbunk immediately after the TMR is delivered. Each sample is analyzed through the Penn State shaker box with data entered into the TMR audit database.
5. Fresh TMR versus orts or pushouts to determine the degree of sorting
6. Time required to load the TMR wagon, mix and deliver the TMR to the pens – while this information can be obtained from the feeding software, watching and timing the feeder load helps evaluate traffic patterns and feed center organization.
7. In addition, photos and videos are taken to support data collected during the audit.
8. All information is reviewed with the producer, feeders and nutritionist. Recommendations are reviewed with the team and an action plan is developed and responsibilities assigned.



